- 微信网页版文章推荐
我们认为,一体化压铸技术具备减自重、提升生产效率、降低生产成本的优势,伴随特斯拉、多家新势力逐步应用,一体化压铸在新能源汽车上的应用已成为较为明确的趋势。我们认为产业链各个环节均有望受益,我们从设备端、材料端、制造端三个方向提示投资者关注赛道投资机会。
摘要
车身技术的革新始终以兼顾安全性的同时降低车重为核心,已经历结构简化、材料替换两个阶段。汽车工业发展初期,主要采用非承载式车身结构,随设计工艺进步、规模效应降低成本,结构更简单、质量更轻、燃油经济性更好的承载式车身在20世纪50年代后逐步成为SUV、轿车车身设计的主流选择。而在新能源化过程中,由于电池本身重量较大影响续航里程,而通过铝替代钢降低自重的成本低于增加电池以延长续航的成本,因此汽车轻量化的进程得以持续加速。
减重降本优势驱动一体化压铸渗透率提升,CTC或成更远期方向。传统车身制造工序焊接点位较多,流程复杂,一体化压铸能够实现部分或整体车身构件一体化成型,减少分体冲压、压铸后焊接的复杂过程,具备效率高、成本低优势,根据特斯拉的测算,后底板的一体化压铸可使得对应部件制造成本下降40%。而在一体化压铸技术持续发展过程中,汽车行业对于电池的结构简化以及减重也产生新的追求,CTC技术应运而生,CTC技术取缔了模组、电池包,将电芯直接集成至底盘,在减重、优化车身布置方面具备较强优势,当前特斯拉、零跑等整车厂已提出CTC架构,我们认为CTC技术或成为未来纯电车身及底盘架构发展的重要方向。
一体压铸行业空间广阔,进入壁垒较高,压铸厂相对整车厂更具规模优势及技术积累,有望占据较大市场份额。我们预计,2025年中国一体化压铸制造端、材料端市场规模有望达到178亿元、88亿元,2021-2025年CAGR均超过150%;设备端来看,2025年全球6000t及以上压铸机行业规模有望达47.2亿元,2021-2025年CAGR为96%。从壁垒来看,我们认为一体化压铸存在设备领先性布局、材料配比、模具设计等三大壁垒,进入门槛较高,竞争格局有望优于传统压铸件。从参与者来看,整车厂、供应商均积极布局,我们认为,整车厂与第三方压铸厂共存的竞争格局将持续,但第三方压铸厂更具成本与技术优势,有望占据较大市场份额。
风险
一体化压铸渗透不及预期,行业竞争加剧。
正文
车身技术:非承载式到承载式,新能源加快轻量化进程
阶段一:基于设计难度、制造成本考虑,非承载式车身曾是主流
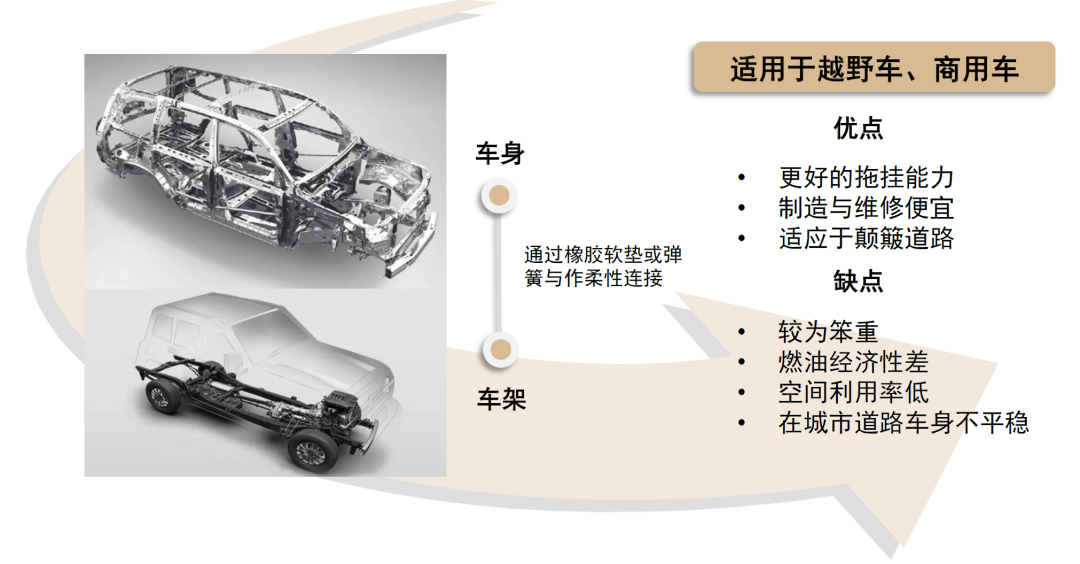
非承载式车身是车身设计的早期主流技术路径,设计简单、易于组装,但重量较大,且经济型、舒适性较差。非承载式车身是一种将车身、底盘系统装置于车架之上的底盘形式。非承载式车身能够以统一的底盘配置不同类型的车身,具有易于组装、维修的特点,并可以减少开发多款不同车型的设计成本与耗时,因此被广泛应用于20世纪初期的汽车生产流水线。因非承载式车身装配有较笨重的车架,导致其具有重量大、燃油经济性差、重心高、空间利用率低、舒适性差的缺点。
图表:非承载式车身特点
资料来源:搜狐汽车,中金公司研究部
非承载式车身适用于载重、非城市道路场景,部分车型仍有应用。由于车架、车身分置的结构能够给予更大的缓冲空间,给予车身更大抗形变、抗震能力,更适应于非城市道路的颠簸路面,因此部分越野SUV、皮卡、载重商用车、等依旧采用非承载式车身架构。长城汽车、北京越野等均推出曾基于非承载式车身加购的中大型SUV,定位越野爱好者。
图表:非承载式车型
资料来源:汽车之家,中金公司研究部
阶段二:设计水平取得突破,规模效应降低成本,承载式车身成为轿车、SUV的主流方案
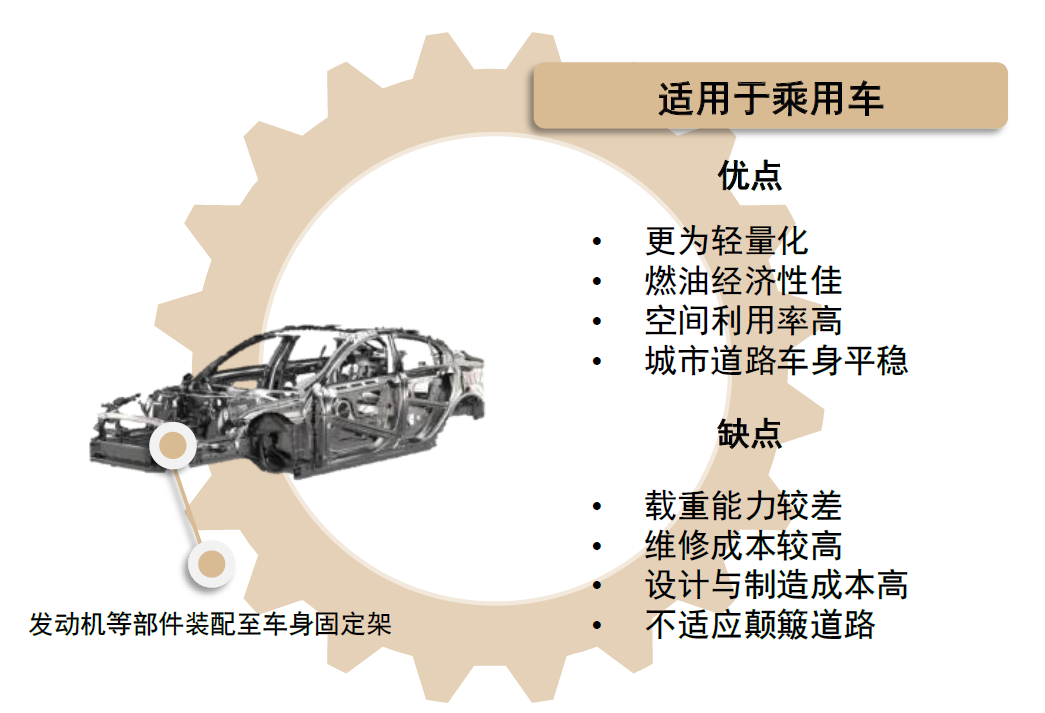
伴随设计工艺进步,规模效应降低成本,承载式车身逐渐成为主流。承载式架构取消了刚性车架,将发动机、前后悬架等装配于车身。与非承载式架构相比,承载式车身对材料强度及结构设计具有较高要求,模具成本也较高,因此直至20世纪30年代才逐步投入使用。1934年雪铁龙推出第一款采用承载式车身的车型Traction Avant,该车型车身重心下降且更为舒适,通用、克莱斯勒等亦纷纷效仿,陆续推出承载式架构车型。在设计技术不断进步、规模效应逐步摊薄成本的作用下,承载式车身制造工艺得以普及,20世纪60年代末,乘用轿车普遍切换为更为轻便的承载式车身架构。
图表:承载式车身特点
资料来源:General Motors官网,Road & Track官网,中金公司研究部
承载式车身适用于城市道路,自重较轻、舒适度高,逐步成为SUV、轿车的主流选择。承载式车身具有较多优点:承载式架构使车辆重心更低,带来更好操控性能与舒适性;取消车架,减轻了整车质量,提高燃油经济性;将底盘和车身融为一体,提升了空间利用率。因此,承载式车身成为轿车及城市型SUV主流选择。
图表:承载式车身特点
资料来源:搜狐汽车,中金公司研究部
阶段三:新能源车里程焦虑仍存,轻量化趋势逐渐明晰
新能源车里程焦虑仍存,轻量化需求迫切。由于新能源车电池重量较大,新能源车整车质量一般较传统燃油车重10%,进而影响续航里程,因此我们认为,新能源汽车轻量化需求迫切。据《电动汽车车身结构轻量化研究》,若纯电动汽车整车重量能降低10%,平均续航里程将增加5%-8%,汽车整车重量每减少100kg,百公里电耗可降低约7.5%。据《节能与新能源汽车技术路线图》规划,2020、2025及2030年汽车减重目标分别为较2015年下降15%、20%、35%,汽车轻量化需求迫切。
图表:轻量化材料比较
资料来源:工信部《节能与新能源汽车技术路线图》,中金公司研究部
铝合金综合优势凸显,含铝车身成为重要选择。传统车身重量约占汽车总重的30%,车身轻量化对整车轻量化意义凸显。与镁合金、碳纤维相比,铝合金在密度、强度、成本与工艺难度上具有综合优势,能够满足轻量化、保证车身强度要求,因此含铝车身为轻量化重要选择。具体来看,奥迪A8采用全铝车身框架,与钢制车身相比质量减轻30-50%,本田Insight Hybird轿车车身采用纯铝车身,较钢制车身减重约40%,均起到较好轻量化效果。据国际铝协估计,2020年我国纯电车单车用铝量为173kg,而工信部发布的《节能与新能源汽车技术路线图》规划2025年、2030年单车用铝量应分别超过250kg、350kg,单车用铝仍有较大提升空间。
图表:我国乘用车单车用铝量
资料来源:国际铝协,CM Group,中金公司研究部
图表:轻量化材料比较
资料来源:万得资讯,熊自柳《新能源汽车及其轻量化技术发展现状与趋势》,中金公司研究部
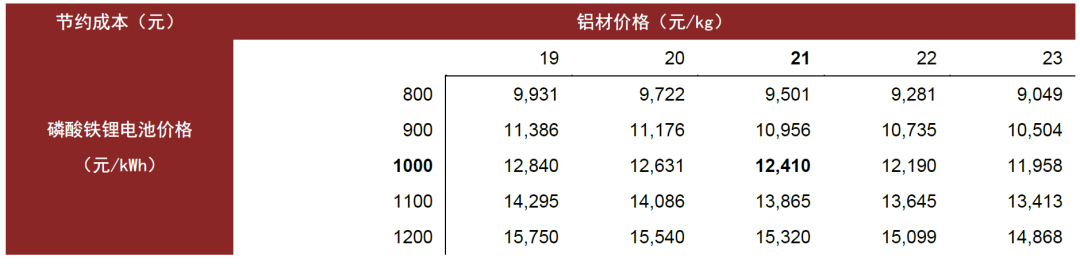
与提升电池容量相比,采用铝制车身为提升续航更经济选择。我们认为,相比采用提升电池容量的方法,使用铝替代钢降低车身自重以延长续航更具有成本优势。以特斯拉Model Y磷酸铁锂电池60kWh为例,假设纯电动汽车整车重量能降低10%,平均续航里程将增加8%,而铝替代钢材实际可达到接近40%的减重效果,我们测算若通过铝替代钢实现整车减重,同时保证续航里程不变,若以铝替代钢制车身,则对应有望节省成本超过1.2万元。
图表:全铝车身较提升电池容量节约成本测算
资料来源:特斯拉官网,中金公司研究部
图表:铝车身较提升电池容量节约成本敏感性测算
资料来源:万得资讯,中金公司研究部
降本优势驱动一体化压铸渗透,CTC或成更远期方向
传统车身工艺制造工序复杂,一体化压铸具备效率高、成本低的优势
传统车身结构零部件较多,焊接等制造工序复杂,一体化压铸可实现提升生产效率的作用。传统车身制造工序先通过冲压、挤压、铸造完成各零部件生产,再使用焊接、铆接工艺将零部件进行连接。传统白车身由300-500个零部件构成,焊接点位可达4000-6000个。由于零部件众多会导致尺寸误差,因此汽车总装出厂前需要进行近6个月总计三轮(MB1、MB2、MB3)匹配调试。而一体化压铸则可以通过将多个零件合并为一个,简化生产流程,并将调试时间缩减为1-2轮,有效降低产线的资本投入以及提升生产效率。
图表:传统白车身架构
资料来源:北斗株式会社公司官网,中金公司研究部
图表:传统整车制造工艺流程
资料来源:中金公司研究部
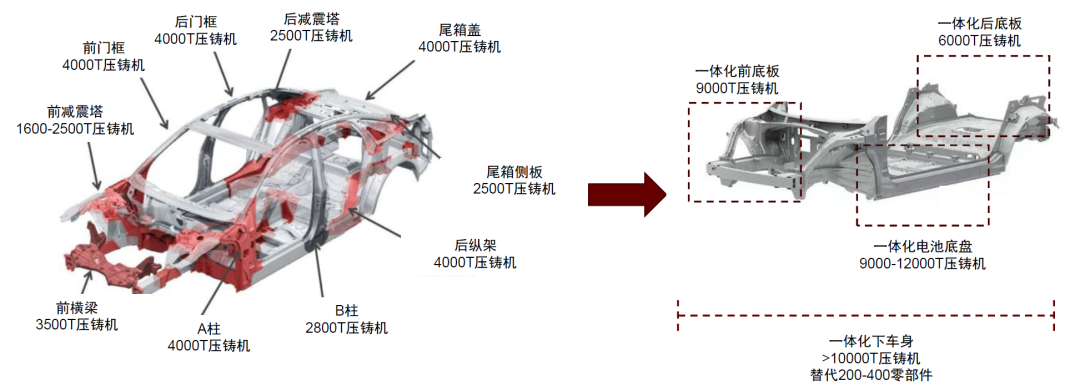
受益于压铸机设备吨位提升,车身压铸件向大型化、集成化发展,让一体化压铸成为可能。随压铸机锁模力不断提升,以及压铸材料与工艺的不断完善,车身压铸件向大型化与集成化发展。车门框、A柱、后纵架、尾箱盖等大型车身构件可通过4000T压铸机制造。以奥迪A8为例,其减震塔铝压铸件可替代原本由10个零件焊接而成的钢制减震塔,实现减重10.8kg。特斯拉在美国、上海以及柏林工厂部署多台6,000T吨位大型压铸机,实现了Model Y车型后底板一体压铸成型,未来引入更大压铸机后,我们认为特斯拉有望实现一体压铸更大体积零件。以压铸机领先厂商力劲的大型冷室压铸机参数为例,随压铸机吨位上升,压铸机最大射料量也增加,实现压铸成型零件也越大。
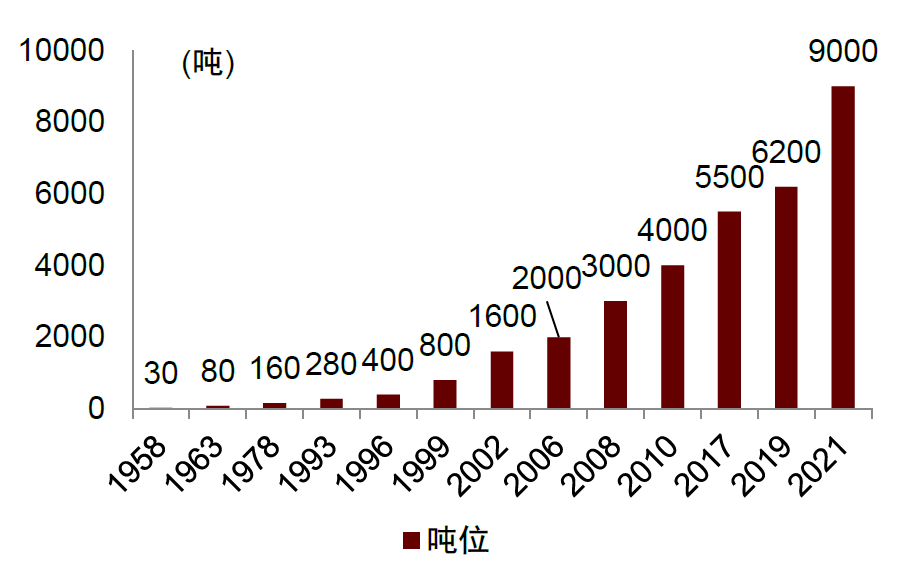
图表:我国卧式压铸机研制生产能力变化表
资料来源:《中国压铸行业发展历程及现状》,中金公司研究部;注:包含力劲子公司意德拉
图表:压铸机铝材最大射料量和压铸机吨位关系
资料来源:力劲产品宣传手册,中金公司研究部
图表:压铸机吨位提升使更大压铸件成为可能
资料来源:布勒公司,中金公司研究部
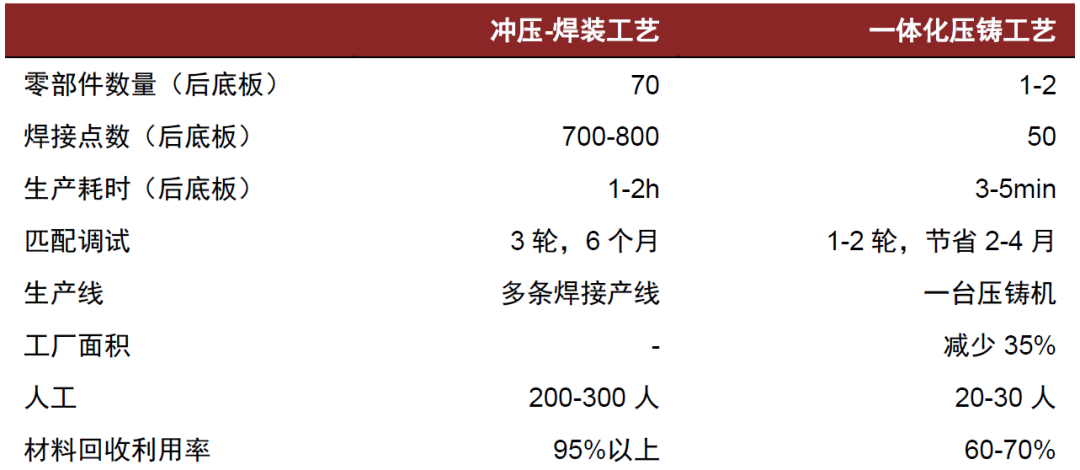
制造工艺流程简化,实现生产提效降本。一体化压铸能够实现部分或整体车身构件一体化成型,减少分体冲压、压铸后焊接的复杂过程,简化制造工序。以特斯拉工厂为例,其通过传统工艺制造的Model 3后底板有70个零部件,而后底板一体化铸造的Model Y仅需两个零部件,焊接点位从700-800个减少至50个。简化后的流程工艺能够显著提升生产效率,特斯拉Model Y采用下底板一体化压铸后,对应部位制造时间由传统工艺的1-2小时缩减至3-5分钟。相较传统冲压-焊接工艺,压铸件材料利用率更高,且可实现一台压铸机代替多条成型与组装生产线,从而大大减少人员、土地成本。
图表:特斯拉Model 3与Model Y后车身比较
资料来源:特斯拉官网,中金公司研究部
图表:特斯拉一体化压铸工艺提效降本
资料来源:特斯拉官网,中金公司研究部
更新一轮车身及底盘设计革命:CTC
以减重降本为目的,CTP已初步应用,CTC落地在即。传统电池系统结构采用“电池+模组+电池包”结构,具电池占用面积大的缺陷。为使有限汽车空间搭载更多电池,宁德时代等厂商推出CTP架构,将电芯集成至电池包,该技术已应用至特斯拉Model 3,蔚来ES6等车型。CTC则是一种将电芯装直接配置至车辆..的电池底盘一体化技术,CTC技术直接取消了模组,将电芯集成在底盘,电芯既是电量的载体,也是车身结构件的一部分,参与碰撞受力。CTC方案进一步提升集成度与空间利用率、减少了零部件数量,实现更优的空间布局。
图表:三代电池底盘技术比较
资料来源:第一电动公众号,中金公司研究部
当前主要的CTC方案分为两类:
►方案一:将底板面板与电池包上壳体合二为一,集成于电池,中底板为电池壳体所替代。电池上盖与门槛及前后横梁形成的平整密封面通过密封胶密封乘员舱,底部通过安装点与车身组装。该方案将电池包作为一个整体与车身集成,密封及防水性能较好,但由于缺少传统电池包上盖,改用车身+下盖负责密封,对乘员舱热管理的设计要求较高。
►方案二:底板面板与电池包上壳体合二为一,集成于车身,将电池包的结构分为上壳体和电池本体两个部分。通过密封胶实现车身与电池本体的密封,底部通过安装点与车身组装。该方案具有一定密封难度,需要为气密性开发检测线与返修线,增加成本与工时。
CTC在减重、优化车身布置方面具备较强优势,但同时对于密封性、热管理的要求相应提升。由于CTC方案将电池盒上盖与车身中底板的部分零部件进行了集成处理,电池盒与车身连接后需要通过密封胶实现密封,由此对于密封的要求较此前有中底板的方案将有所提升。另外,由于取消了电池包和模组的结构,其安全性和稳定性将受到挑战,对电池系统的温度一致性要求更高,热管理的重要性将进一步提升。
图表:国内外企业CTC技术布局进展
资料来源:各公司官网,网易网,中金公司研究部

大家好,小伟今天来为大家解答落造句以下问题,落叶造句很多人还不知道,现在让我们一起来看看吧!1、20、雨落在小草上,看,草儿轻轻地在微
大家好,小美今天来为大家解答离家出走怎么生存以下问题,离家出走该如何生存很多人还不知道,现在让我们一起来看看吧!1、问题二:离家出走
大家好,小娟今天来为大家解答怎么查公积金账户余额以下问题,苏州怎么查公积金账户余额很多人还不知道,现在让我们一起来看看吧!1、查询这
大家好,小美今天来为大家解答喜鹊寓意以下问题,喜鹊寓意很多人还不知道,现在让我们一起来看看吧!1、喜鹊的寓意有喜事到家、吉祥如意等,
湖南省景象台估计今晚至来日湖南中南部局地有暴雨、大暴雨并伴有雷暴大风、冰雹等强对流天色湖南最新天色预告今天白日到晚上,湘西、湘南有
大家好,小豪今天来为大家解答莱商银行网银助手下载以下问题,莱商银行网银助手下载官网很多人还不知道,现在让我们一起来看看吧!1、首先,
大家好,小豪今天来为大家解答机械制图符号大全以下问题,机械制图符号大全及含义很多人还不知道,现在让我们一起来看看吧!1、GB/T 4459.5-
大家好,小乐今天来为大家解答什么叫ka经理ka是什么意思以下问题,ka经理具体工作流程很多人还不知道,现在让我们一起来看看吧!1、冠以KA经理
Copyright 2024 优质自媒体,让大家了解更多图文资讯!